MIM-기술
METAL INJECTION MOLDING
복잡한 금속 시리즈 부품의 제조에 관한 혁신적 과정
금속분말 사출성형, "금속분사몰딩" -MIM두 가지 잘 알려진 생산 기술 결합(사출성형 기술 및 소결 테크놀로지.
금속 부품의 구조가 복잡할수록, 제조 비용이
높아집니다. 금속분말 사출성형은 기존의 한계를 극복하고 다른 방법으로는 제조할 수 없거나 비용이 높아질 수 있는 복잡한 금속 부품을 합리적인 비용으로 제조할 수 있게 합니다.
귀하의 가공품 설계 시 플라스틱 사출성형처럼 자유로우며,
금속 재료의 특성인 견고성과 침식성을 제한 없이 동시에 사용할 수 있습니다.

As a result, MIM technology offers you a host of appealing advantages:
- As a result, MIM technology offers you a host of appealing advantages:
- Cost-effective series production of metallic workpieces
- Entirely new level of freedom for designing parts
- Combines the advantages of injection molding technology with the outstanding strength and wear characteristics of metals
- Series production of smaller components with weights from 0.3 g to 150 g
- Complex components with a wall thickness down to 0.2 mm
- Ability to implement small and large holes, inner and outer threading, cross holes, undercuts and gear teeth
- Full utilization of the strength properties of the material being used
- Mechanical strength of workpieces equal to conventional manufacturing processes
- Surface treatment using frictional grinding, mirror polishing, sandblasting, passivation, electropolishing or etching
- Coating using burnishing or plating with chrome, copper, nickel, silver or gold
- Avoids production costs and the use of expensive assembly and connection techniques
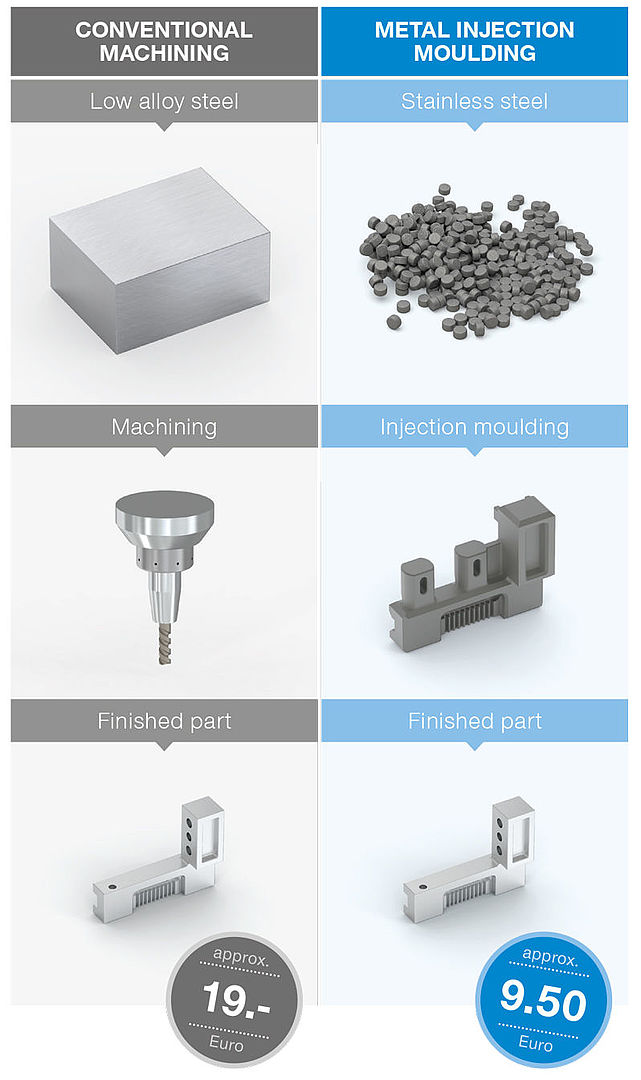
- Significantly lower costs for complex components
- 25% to 65% less expensive than conventional production processes
- Applicable in a vast assortment of areas: Gearbox parts, watches, jewelry, eyeglass parts, surgical instruments, tweezers, dental braces, small and micro-sized parts for mobile phones, computers or other devices
다양한 분야에서 성공적으로 사용됩니다:
공급 원료

금속분말 사출성형을 위한 원재료로 "공급 원료"를 구성합니다. 이는 금속분말의 60Vol.-% 와 고착제 40Vol.-%로 구성되는 플리머와 왁스 혼합물입니다. 중요한 것은 이때 모든 재료가 완벽하게 고루 섞여야만 다음 작업이 최적으로 이루어지며 고른 품질이 보장됩니다.
사출성형

공급 원료는 일반 사출성형 기계에서 플라스틱 입자로 만들어집니다. 고착제는 고열에서 녹으며, 금속분말과 고착제로 된 점성 높은 물질이 되어 각 부품의 형태로 사출됩니다. 이렇게 금속분말과 고착제로 된 산물을 "녹색부분"이라 칭하며, 다음 단계에서 금속 부품으로 변환됩니다.
탈지

탈지 단계에서는 녹색부분에 고착제 대부분을 탈지합니다. 이 때 고착제 구성요소를 보통 용해제나 촉매 반응으로 분리합니다. 그러면 고착제 나머지 구성요소가 지탱해주는 작은 구멍들이 난 부품이 남게 됩니다. 이를 소위 "갈색부분"이라 부르며 오븐에서 열로 마저 탈지합니다. 즉, 400°C 에서 900°C 사이에서 잔여 고착제는 증발합니다. 동시에 금속 입자가 소결목을 형성하며 부착을 시작합니다. 이는 다음 소결 과정을 대비해 부품 안정도를 유지하는 것입니다.
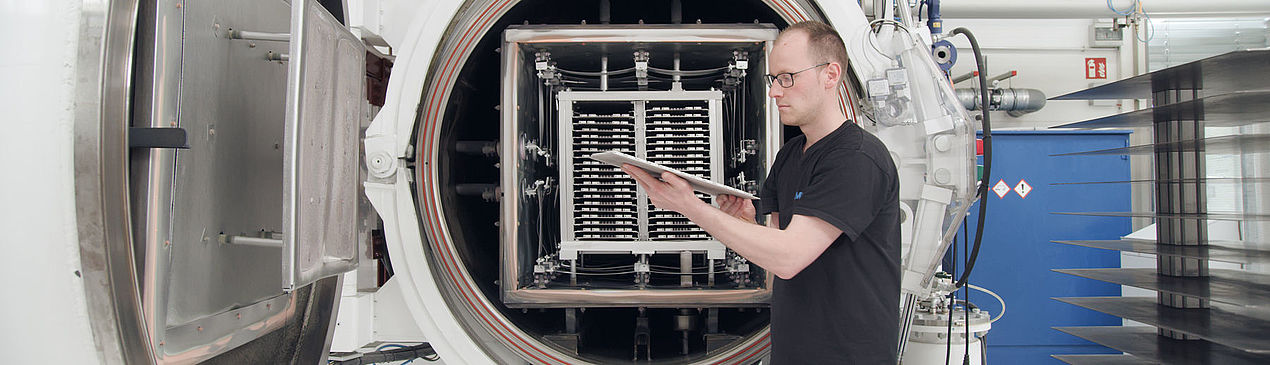
소결

마지막 소결 단계에서 고착제가 남긴 작은 구멍들이 채워집니다. 보통 1,000°C 이상의 고온에서 마감됩니다. 소결 오븐의 각 온도 설정은 재료와 부품 모양에 따라 큰 차이가 납니다. 그러므로 각 부품 모양과 재료에 따라 공정 절차를 신중하게 조정, 개발해 부품의 최고 품질과 수명을 보장해야 합니다.
문의 양식
Metal injection molding - MIM
오퍼 처리 시간
- 플라스틱 부품 - 영업일 기준 3일 이내 *
- MIM 부품 - 영업일 기준 3일 이내 *
- 사출 성형 도구 (플라스틱 / MIM)-영업일 기준 3 일 이내 *
- 도구 변경 - 영업일 기준 3일 이내 *
- 서비스(밀링, 터닝, 침식) - 영업일 기준 3일 이내 *
* 전제 조건: 구성 요소 설계가 완료되었거나 승인되었습니다.